工 作 機
工作機械用自動バランサー「零芯」の特徴効果
1. 各種回転部に自動バランサー「零芯」を装着するだけで、バランス装置の中の3個の錘が瞬時にバランスを取り、芯ブレを無くし て、加工精度及び面粗度が向上する。人によるバランス調整が不要で、砥石等はバランスを取らずに装着後、ドレスのみで加工可能。
2. 自動バランサー「零芯」を使用する事で、経年劣化の防止、各部寿命も伸長する(砥石、刃具などの消耗品寿命が50%以上伸長)。そして、偏摩耗による加工振動も抑え、省エネ率20%から30%のプラス効果も有り。
3. 回転加工振動、及び加工音の増大は、全て偏摩耗し、経年劣化に繋がる。しかし、自動バランサー「零芯」を装着する事で零芯回転を維持し、全ての不安定要素が抑えられ、プラスメリット要素が伸長し、理想無人加工が維持可能。
4. 従来品に後付け装着が可能。
固定バランスと自動バランサー「零芯」装着での違いの事例各種
⑴標準ツールと自動バランサー「零芯」装着ツールの穴あけ加工比較テスト

A写真の短い標準ツール①と、自動バランサー「零芯」装着ツールにベビーチャックを付けた長いツール②での穴あけ加工比較テストの結果。
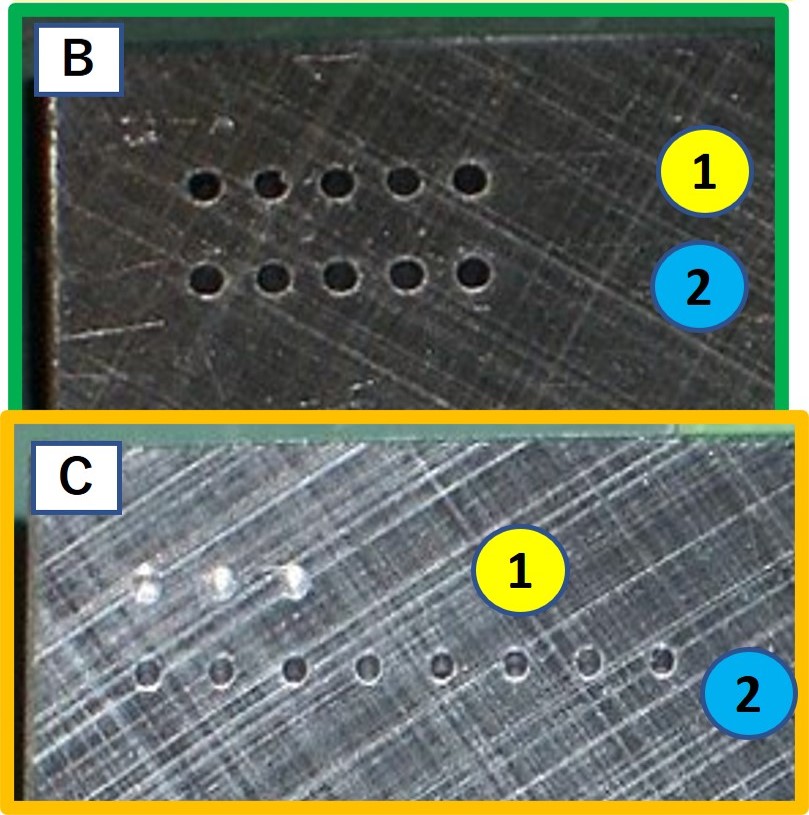
B写真の薄いワークの穴加工は、何方も問題なく貫通完了しました。
C写真の厚いワークの止まり穴加工は、短い標準ツール ①は1穴目からドリルが折れ、続行不可能になりましたが、長い自動バランサー「零芯」装着ツールに、ベビーチャックを付けた方 ②は8穴空けても続行可能でしたが差が確認出来たので終了しました。
自動バランサー「零芯」装着ツールは長くても加工負荷に対し、芯ブレを抑えます。
⑵ M社 立形マシニングセンター 自動バランサー「零芯」ツールでの穴あけ加工

SS400材
60mm×30mm×3.2mm
Φ6 3枚刃 超硬ドリル
外径h6仕上げ
0~-0.009公差
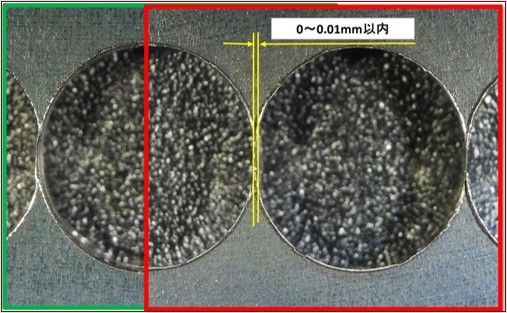
Φ6ドリルでピッチ6 にて加工:0~0.01mm以内の加工穴間の壁残る。(標準ツール加工では加工穴間の壁がなくなる)
自動バランサー「零芯」ツールは軸芯振れを抑える事の実証!
⑶超精密マシニングセンターにて、加工面比較テスト <同じ加工条件での芯ブレの違い>
「標準ツールと零芯ツールでの加工面比較」
材質 : SKD11 HRC59~61 20mm角ブロック
加工機械: A社製 YMC430
刃物: Φ2-R0.2 日進工具 ラジアスE
加工条件: 回転数S24000 送り速度F1500
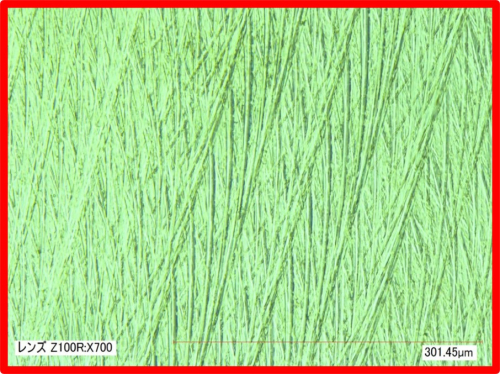
標準ツール加工 700倍
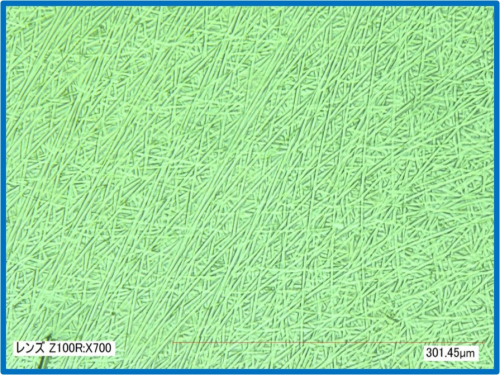
自動バランサー「零芯」ツール加工 700倍
⑷固定バランスナットと自動バランサー「零芯」ナット仕様の写真
従来の固定バランスナットは、3ヶ所の錘を手動にて移動しバランスを取るタイプです。
自動バランサー「零芯」ナット仕様は、錘は固定ではなく、常に揺動可能な状態に成っております。
自動バランサー「零芯」ナットは、砥石フランジに砥石を付け、時間や手間が掛かるバランス調整無しで、装着砥石を外周ドレスすれば即加工が可能です。
研削職人熟練度が必要無く、素人でも研削作業が可能に成る。

従来の固定バランスナット

自動バランサー「零芯」ナット仕様

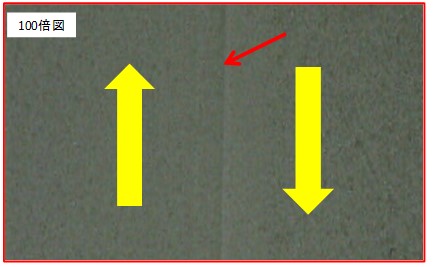
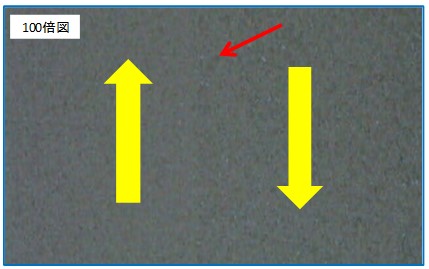
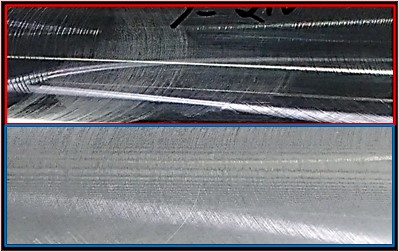
固定バランスと自動バランサーの研削面比較写真
PSG52AN研削盤 中古機で加工(テストサンプル PA砥石:SKD11 HRc60材)
写真の上(青枠)が標準フランジ加工面、下(赤枠)が自動バランサー「零芯」装着 フランジ加工面です。
表面画像が(赤枠)の方が鮮明なのが判ります。自動バランサー「零芯」装着の方が、軸芯ブレが少ない結果です。
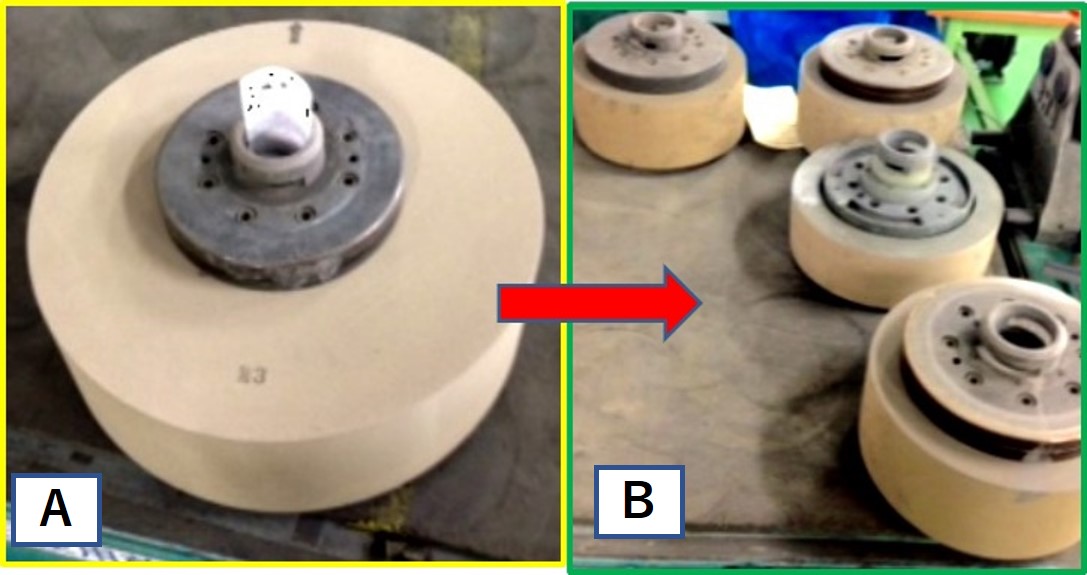
⑹ZS230形 自動バランサー「零芯」ナット仕様装着砥石の使用前後の状態
一般的な固定バランスのフランジでは砥石をここまで使用出来ませんが、自動バランサー「零芯」装着フランジは砥石をフランジ径近くまで使用可能です。
自動バランサー「零芯」を装着する事で、砥石使用量が約50%削減した企業が有ります。
A:新品砥石を付けた時の画像
B:加工後の砥石交換前の画像
石英ガラスをφ30軸付ダイヤ砥石にて6000rpm 250mm/min 0.01mmで加工
標準ツールには段差が出来ましたが、自動バランサー「零芯」は段差が分かりません。
標準ツール加工 ⇒の所に段差有り
自動バランサー「零芯」装着ツール ⇒の所に段差無し
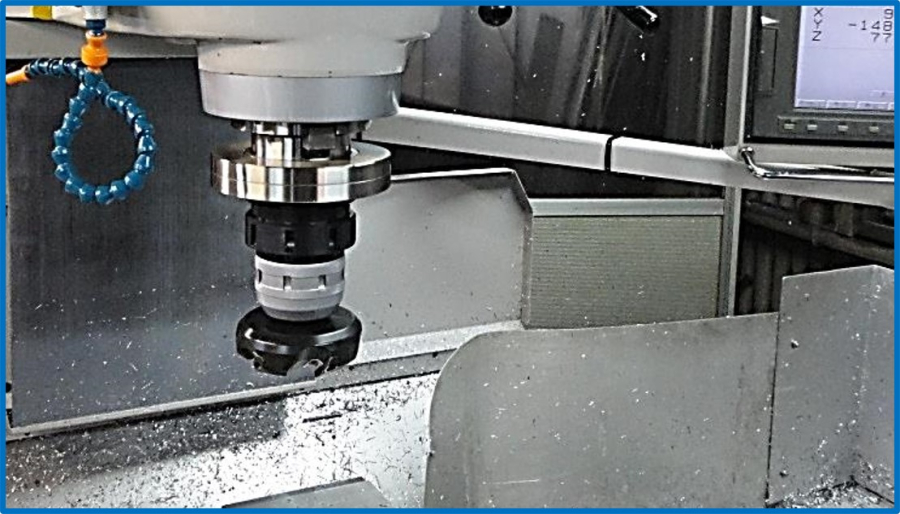
フライス盤による、クイックチェンジホルダーに自動バランサー「零芯」を装着写真で、㈱写真が加工皮革表面写真である。
※赤枠写真の自動バランサー「零芯」無しの方は加工パスが乱れ、底面が踊っており、乱れて切れていない。
※青枠写真の自動バランサー「零芯」有りの方は加工パスが均一で、尚且つ切れた白っぽい加工面に成っている。
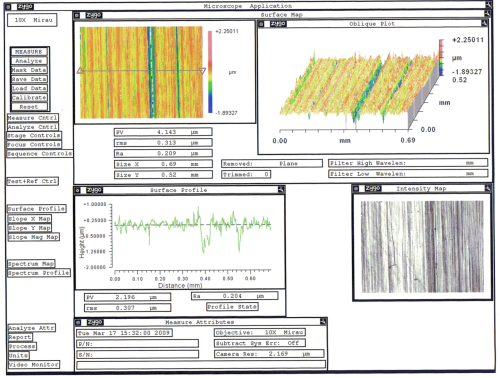
標準フランジ加工データ
A社にてテスト加工(標準フランジ加工)
砥石 WPA60Hノリタケ
φ350 回転数 1800rpm
加工材質 S45C 生材
バランスペクター値 0.01umで加工
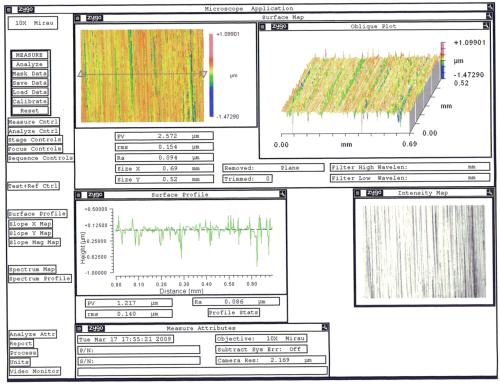
自動バランサー「零芯」フランジ加工データ
A社にてテスト加工(ZSフランジ加工)
砥石 WPA60Hノリタケ
φ350 回転数 1800rpm
加工材質 S45C 生材
バランスペクター値 1.03umで加工
自動バランサー「零芯」装着の方が一桁面粗さが良く成っている